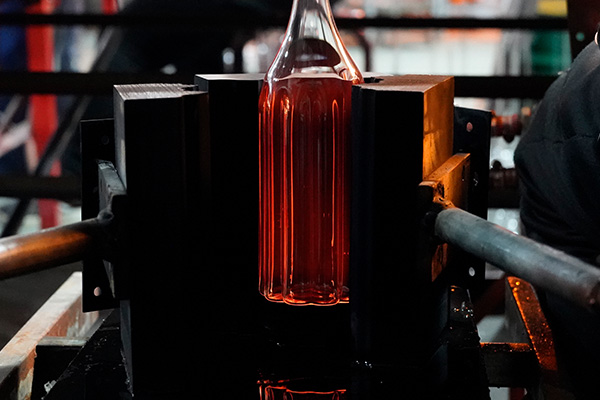
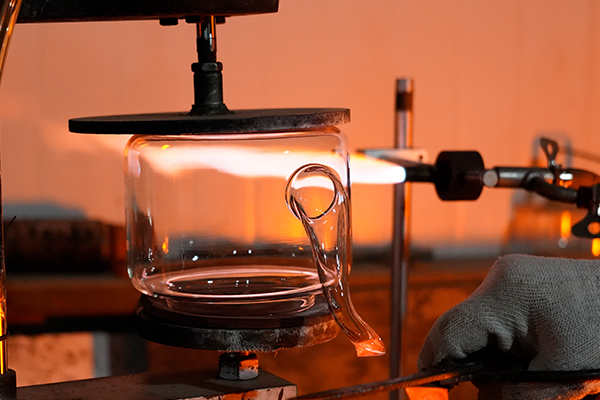
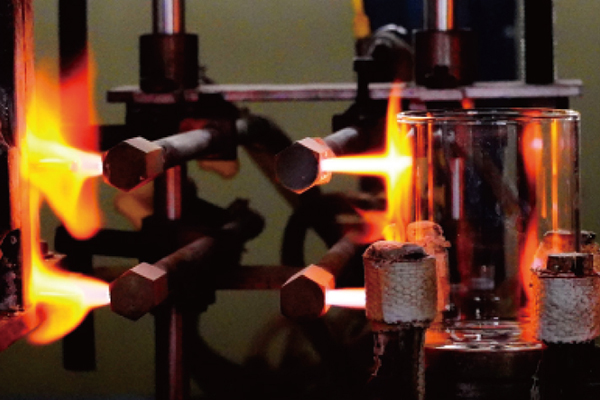
Step 9: Annealing
After being heated at a constant temperature in the annealing furnace for a designated period, the glass undergoes controlled, gradual cooling. This process minimizes or eliminates thermal stresses caused by uneven temperature variations during production, thereby improving its thermal shock resistance and impact strength.